Generelle Fragen und Antworten zum Sandstrahlen von Metall
Wie sollte das Strahlgut zum sandstrahlen vorbereitet sein und wonach richtet sich die Qualität.
Wir werden immer wieder gefragt, welche Vorarbeiten vor dem Sandstrahlen erledigt sein sollten, oder man selber verrichten kann um den einen oder anderen Euro zu sparen.
Das macht natürlich Sinn, denn alles was an Vorarbeiten erledigt ist, wird von uns natürlich nicht in Rechnung gestellt und senkt den Gesamtpreis der Bearbeitung. Es gibt eine Menge Vorarbeiten die man selber machen kann. Generell lässt sich sagen, dass je weiter ein Strahlgut demontiert ist, desto schneller und gründlicher wird die Bearbeitung.
Auf dieser Seite möchten wir zu diesem Thema ein paar Hinweise geben.
Das Strahlgut, also die Dinge die wir Strahlen sollen, sollte sauber sein. Es sollten keine Öle und Fette, oder Wasser anhaften, oder beinhalten. Sollten Öle und Fette anhaften, führt dies : zu unweigerlich auftretenden Verunreinigungen auf der gestrahlten Fläche. Die Fläche ist nicht mehr, oder nur mit sehr großem zusätzlichen Aufwand weiterzuverarbeiten (Lackierung /Pulverbeschichtung). Im schlimmsten Fall dazu, dass wir unser Strahlmittel, also das Material womit wir strahlen, nicht mehr verwenden können und als Sondermüll entsorgen müssen.
Altes Fett auf einem Lager und in der Umgebung des Lagers.
Selbst kleinste Mengen Öl sorgen für das Verklumpen des Strahlmittels und führen zur kompletten Demontage und Reinigung aller kontaminierten Teile der Strahlanlage.
Wasser hat den gleichen Effekt wie Öl und führt zum Verklumpen des Strahlmittels.
Das kurze Video veranschaulicht die Problematik sehr eindrucksvoll. Hier zeigen wir die Kontermination mit Öl. Zum ansehen des Videos einfach auf das Bild klicken.
Teer- und Bitumenhaltige Altanstriche, Wachsversiegelungen und Karosseriedichtmassen sollten vor dem Strahlen entfernt worden sein.
Teer- und Bitumenhaltige Altanstriche wie z.B. Unterbodenschutz auf Bitumenbasis sind zum Sandstrahlen denkbar ungeeignet, denn die eigentliche Aufgabe dieser Anstriche und Versiegelungen, ist genau dem zu widerstehen, mit dem wir versuchen diese Anstriche zu entfernen. Mit dem Strahl schieben wir diese Anstriche nur von einer Stelle zur nächsten, lösen diese jedoch nicht, oder nur nach längerer Einwirkzeit. In der Folge verlängert sich die Strahlzeit, je nach Schichtdicke, unkalkulierbar und die abgestrahlten Partikel kontaminieren das Strahlmittel, was durch den Eintrag zum Sondermüll wird und sehr teuer entsorgt werden muss.
Unterbodenschutz z.T. bereits entfernt.
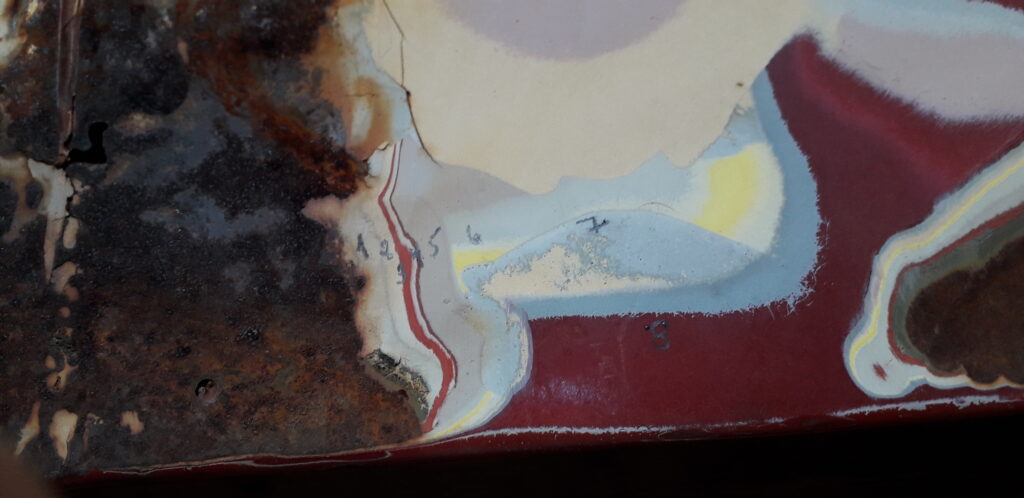
Spachtelmassen sollten vor dem Strahlen möglichst entfernt worden sein, denn auch diese verlängern die Strahlzeit je nach Schichtdicke und verwendeten Spachtel. Das Bild rechts zeigt einen aus insgesamt 8 Schichten bestehenden Aufbau aus unterschiedlichsten Spachtelmassen und Lacken.
Acht! -schichtiger Aufbau aus Spachtelmassen und div. Lacken
Tank mit Spachtelmasse
Sand- und Erdanhaftungen sollten bei Abgabe des Strahlgutes bereits entfernt worden sein.
Diese führen zu einer Kontermination des Strahlmittels, welche das Strahlmittel inhomogen werden lässt und die Strahlzeit und das Strahlergebnis negativ beeinflusst.
Erd- und Sandanhaftungen
Pulverbeschichtungen und Kunstharzlacke, oder PU-Lacke.
Diese Beschichtungen sind eigentlich dafür gemacht möglichst lange die Metalloberfläche vor Umwelteinflüssen zu schützen. Das steht natürlich im totalen Widerspruch zu dem was wir mit dem Sandstrahlen erreichen wollen. Diese Beschichtungen sind in der Regel sehr hartnäckig und verlängern die Strahlzeit um ein vielfaches. In Abhängigkeit der Größe, oder der Komplexität des zu strahlenden Objektes, muss im Einzelfall tatsächlich geprüft werden, ob im Vorwege eine chemische, oder thermische Entlackung sinnhaft ist. Dies kann gerade bei größeren Gegenständen die Gesamtkosten stark reduzieren.
Ein Beispiel aus der Praxis verdeutlicht das Problem: Der Unterschied zwischen einer Metallplatte mit einer Kantenlänge von 10 x 10cm mit einem normalen Lack beschichtet und die gleiche Platte mit einer Pulverbeschichtung versehen ist ungefähr mit dem Faktor 1:3 zu bewerten. D.h. die Strahlzeit für die Platte mit der Pulverbeschichtung ist dreimal länger und damit natürlich auch dreimal teurer.
Kunstharzlack
Schützen von Teilen die nicht gestrahlt werden sollen.Auch diese Arbeiten können im Vorwege zur Geldersparnis führen, wenn Sie bereits erledigt sind.
Das Schützen der nicht zu strahlenden Teile kann durch abkleben oder verhüllen und abdecken erfolgen. Wichtig daran ist aber, dass die Abklebungen und Abdeckungen staubdicht und ausreichend fest sind. Zwei Lagen von dem sogenannten „Panzertape“ sind in der Regel ausreichend.
Abklebung mit Abklebeband
Bei Holzmöbeln, Fenstern ( auch Gussfenster) und Türenkann auch der eine oder andere Euro gespart werden, in dem sämtliche Beschläge demontiert werden und Fensterscheiben herausgenommen werden.
Rundbogenfenster ohne Glas und Oliven
Wir bekommen natürlich und auch verständlicherweise immer die Preisfrage gestellt .
Das ist eine Fragestellung die wir im Vorwege meistens nur sehr schwer beantworten können. Denn Sandstrahlen ist wie eine Wundertüte…Wir wissen nie auf was wir treffen und Alles braucht seine Zeit. Zeit ist aber der Faktor, mit dem wir den Preis für Ihre zu strahlenden Güter berechnen. Hier eine punktgenaue Aussage über die Bearbeitungszeit im Vorwege zu treffen fällt meißtens schwer. Jedoch lässt sich ein ungefährer Preisrahmen mit einer gewissen Spanne festlegen. Dafür brauchen wir aber einen Anhalt. Im günstigsten Fall schauen wir uns das Strahlgut, also dass was wir strahlen sollen, gerne persönlichan und besprechen mit Ihnen die Details, oder Sie schicken uns Fotos per e-mail (Fotos) zu.
Über die verschiedenen Faktoren, die wichtige Größen in der Bearbeitungszeit darstellen, möchten wir an dieser Stelle informieren.
Wir wissen z.B. nicht um was für einen Lackaufbau es sich handelt.
-Welcher Lack, oder welche Farbe ist überhaupt verwendet worden?
-Handelt es sich um eine Lack-, oder Farbschicht, oder um mehrere?
-Wie alt ist der Lack-, oder die Farbe?
-Wie hat der Lack, oder die Farbe mit der Sonne reagiert?
-Ist das überhaupt ein herkömmlicher Lack- oder Farbaufbau, oder handelt es sich z.B. um eine Kunststoffbeschichtung ?
Wir wissen i.d.R. nicht wieviel Rostansatz vorhanden ist.
-Handelt sich um leichten Rost?
-Handelt es sich um Rostansätze mit tieferer Schädigung der Substanz?
-Handelt es sich um Durchrostungen?
Wie ist die Zugänglichkeit des Strahlgutes?
-Kommen wir gut und leicht an alle Seiten heran, oder müssen wir häufig die Position und Haltung wechseln?
–Je verwinkelter ein Arbeitsbereich ist, um so länger dauert die Bearbeitung.
Hier hat jedes Strahlgut min. 6 Seiten – oben, unten, rechte Seite, linke Seite und mindestens 2 Kanten. Als Beispiel der H-Träger aus Stahl mit einer Wandstärke von 1cm, einer Breite und Höhe von 10cm und 10 cm Länge: Das kleine Stück Träger hat ca. 700cm² = 0,07m². Dies ist ein Faktor der häufig unterschätzt wird.
Wurden Vorarbeiten bereits erledigt ?
-Welche Vorarbeiten wurden erledigt und sind diese bereits ausreichend um direkt mit dem Strahlen anzufangen.
Welche Strahlqualität möchte ich bekommen?
Die Klassifizierung der Qualitätsstufen beim Strahlen in Verbindung mit den Roststufen nach ISO 8501-1/2, oder welches Ergebnis soll mit dem Strahlen erreicht werden ?
Hier am Beispiel eines Stahlträgers gezeigt: links Anlieferzustand, SA1, SA2, SA2,5 und Strahlklasse SA3
SA 1 – leichtes Strahlen
Beim Betrachten der Oberfläche, ohne Vergrößerung, muß diese frei von sichtbarem ÖL, Schmutzpartikeln, Fetten, losem Rost, sowie losen Beschichtungen und losen Verunreinigungen, die artfremd sind, befreit sein.
Strahlklasse SA 1. Im Bild bereits gut zu erkennen, die tieferen Schädigungen des Materials durch Korrosion.
SA 2 – gründliches Strahlen
Beim Betrachten der Oberfläche, ohne Vergrößerung, muß diese frei von sichtbarem ÖL, Schmutzpartikeln, Fetten, nahezu frei von Zunder und Rost, sowie nahezu frei von Beschichtungen und Verunreinigungen, die artfremd sind, sein.
Alle verbleibenden Rückstände müssen fest auf dem Untergrund anhaften
Strahlklasse SA 2
SA – 2,5 gründlichstes Strahlen
Beim Betrachten der Oberfläche, ohne Vergrößerung, muß diese frei von sichtbarem ÖL, Schmutzpartikeln, Fetten, frei von Zunder und Rost, sowie frei von Beschichtungen und Verunreinigungen, die artfremd sind, sein.
Eventuell verbleibende Spuren dürfen allenfalls als leichte fleckige oder streifige Spuren erkennbar sein.
Strahlklasse SA2,5 bei tiefer Schädigung des Materials durch Korrosion.
SA – 3 Strahlen bis auf den metallischen Untergrund
Beim Betrachten der Oberfläche, ohne Vergrößerung, muß diese frei von sichtbarem ÖL, Schmutzpartikeln, Fetten, frei von Zunder und Rost, sowie frei von Beschichtungen und Verunreinigungen, die artfremd sind, sein.
Die Oberfläche muß nach dem Strahlen ein einheitliches optisches Bild bieten. Es dürfen keine fleckigen oder streifigen Spuren verbleiben.
Strahlklasse SA 3
Was resultiert aus den Spezifikationen der Qualitätsstufen ?
Für Sie, oder Euch, als Kunden geben die Qualitätsstufen einen eindeutigen Hinweis auf das zu erwartendende Ergebnis. Es gibt also keine großen Überraschungen oder Unklarheiten für die Bearbeitung und das resultierende Ergebnis.
Gleichzeitig geben die Qualitätsstufen einen Anhalt über die preisliche Entwicklung. Die ist von SA-1 zu SA-3 aufsteigend gestaffelt zu sehen, da natürlich mehr Zeit, Strahlmittel und Energie aufgewendet wird ein Ergebnis in SA3 zu erreichen als ein Ergebnis in SA1.